

Как да подобрим скоростта на производство на линията за екструдиране на WPC декинг?
Оптимизиране на скоростта на производство за линии за екструдиране на WPC декинг: Изчерпателно ръководство
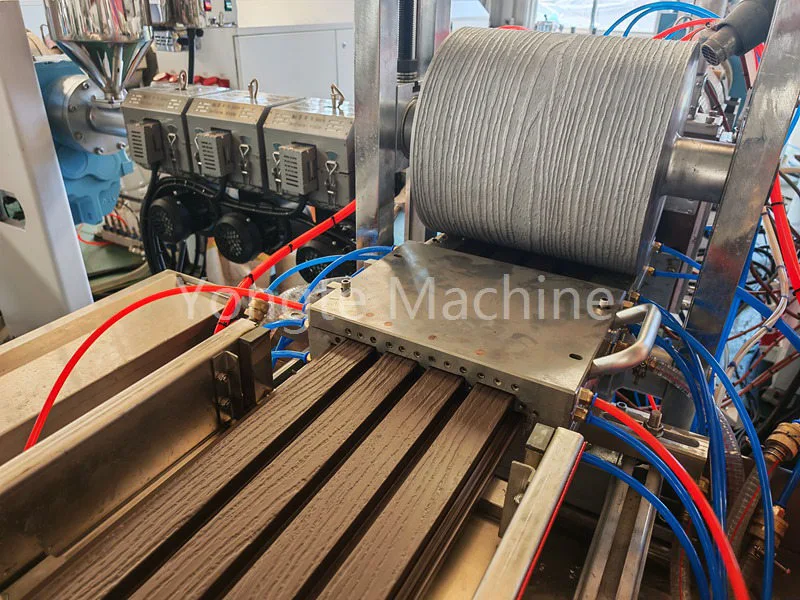
Yongte е професионален производител за висока скоростWPC линия за екструдиране на декинг с голям капацитет за производство на висококачествени WPC декинг продукти. За да увеличите максимално скоростта на производство вWPC линия за екструдиране на декингs, основната стратегия се фокусира върху пет взаимосвързани цели: стабилизиране на ефективността на пластификацията, минимизиране на съпротивлението на материала, позволяване на бързо охлаждане, осигуряване на пълна синхронизация на линията и намаляване на времето за престой – всичко това при спазване на строги стандарти за качество на продуктите.

I. Формулиране и предварителна обработка на суровините (основа за гладко екструдиране)
1. Оптимизирайте формулата, за да подобрите течливостта и термичната стабилност
· Агент за съвместимост/линкер: Добавете достатъчно PE/PP с присаден малеинов анхидрид (напр. MAH-g-PE), за да подобрите адхезията дървесен прах-пластмаса, като по този начин намалите агломерацията и счупването на стопилката.
· Смазочна система:
o Вътрешните лубриканти (напр. стеаринова киселина, PE восък) намаляват вискозитета на стопилката, като по този начин намаляват топлината на срязване на винта и натоварването на основния модул.
o Външни смазочни материали (напр. парафин, окислен полиетиленов восък): Намаляват триенето между материал и цилиндър/форма и по-ниско налягане при екструдиране.
o Общото добавено количество трябва да се контролира в рамките на 1%–3%, за да се предотврати прекомерно външно плъзгане, което може да причини разслояване и повърхностни дефекти.
· Пълнеж и дървесен прах: Съдържанието на влага в дървесния прах трябва да се контролира до ≤3%, с еднакъв размер на частиците (80–120 меша); трябва да се избере активиран калциев карбонат, за да се намали абсорбцията на масло и увеличаването на вискозитета.
2. Смесване и предварително пластифициране (Тясно място в предния край)
· Високоскоростното горещо смесване, комбинирано със студено смесване, осигурява равномерно смесване без мъртви зони, предотвратявайки локализиран „мъртъв материал“ или агломерация.
· Когато е осъществимо, процесът на предварително смилане може да бъде включен за стопяване на прахообразни материали в гранули, осигурявайки по-стабилно подаване, по-бързо пластифициране и 20%–30% увеличение на скоростта на линията.

II. Хост на екструдера и шнек (основен захранващ блок)
1. Оптимизиране на винт и цев
· Високото аспектно съотношение (L/D=40–48) и паралелните двойни винтове с висок въртящ момент са избрани, за да подобрят ефективността на срязване и смесване, което ги прави подходящи за WPC формули с високо пълнене.
· Комбинация от винтове: увеличете обема на транспортната секция, оптимизирайте разположението на смесителния блок / блока за срязване, намалете топлината на срязване и подобрете ефективността на транспортиране под предпоставката за пластифициране.
· Нагряване на цилиндъра: използва зониран прецизен температурен контрол (PID) с температурни колебания ≤±1℃ за предотвратяване на локализирано прегряване или недостатъчна пластификация.
2. Съвпадение на скоростта и натоварването (ключ към ускорението)
· Скорост на двигателя: Постепенно увеличавайте скоростта, като поддържате 70%-90% от номиналния въртящ момент и стабилен ток (PE/PP системите могат да достигнат 150-250 rpm).
· Синхронизиране на захранването: Използва се захранващо устройство за загуба на тегло, което е в затворен контур, свързано със скоростта на въртене на основната машина, за да се осигури скорост на запълване на гнездото на винта от 70%–90%, предотвратявайки „въртене на празен ход“ или претоварване.
· Вакуумна система: Поддържа стабилен висок вакуум (-0,08 до -0,09 MPa), незабавно премахва водните пари и летливите компоненти, намалява мехурчетата, подобрява качеството на повърхността и подобрява скоростта на обработка.

III. Форма и настройка (определяне на максималната линейна скорост)
1. Дизайн на матрицата и оптимизиране на канала на потока
· Главата за щанцоване тип закачалка и рибешка опашка, оптимизирани чрез CFD симулация, имат плавен канал на потока и равномерно разпределение на налягането, което може да избегне залепването на материала и локалното прегряване.
· Разстоянието на матрицата е разумно, а съотношението на компресия е умерено (3-5:1), което намалява налягането при екструдиране и устойчивостта на топене.
· Нагряване на матрицата: със зониран контрол на температурата и достатъчна мощност на нагряване, температурата на стопилката в кухината на матрицата е гарантирана, че е еднаква и течливостта е постоянна.
2. Система за калибриране (основно препятствие за подобряване на скоростта)
· Удължената маса за настройка (обикновено 8–12 m) увеличава площта на охлаждане и времето за контакт.
· проход на охлаждащата течност:
o Циркулиращата вода с висок поток и ниска температура (15–25°C) се използва за бързо разсейване на топлината и съкращаване на времето за втвърдяване.
o Многоточковото пръскане във формата и вакуумната адсорбция осигуряват бързо залепване на профила към матрицата, поддържане на стабилност на размерите и предотвратяване на деформация.
· Вакуумна стабилност: Гарантира, че профилът е напълно адсорбиран във формовъчната матрица с равномерно охлаждане, което значително повишава скоростта на сцепление.
IV. Тяга, охлаждане и задна част (синхронно през цялата линия)
1. Система за сцепление
· Многоролковата тягова машина с високо триене е синхронизирана със скоростта на основната машина в затворен контур (PID), с линейна флуктуация на скоростта ≤±0,1m/min.
· Скоростта на сцепление, съответстваща на скоростта на екструдиране: При предпоставката за позволяване на охлаждане при оформяне, постепенно увеличете сцеплението, за да постигнете „високоскоростно екструдиране + високоскоростно сцепление“.
2. Охладителна система (вторично охлаждане)
· Удължете резервоара за охлаждаща спрей вода (5–10 m), за да осигурите бързо охлаждане на профилите до стайна температура след напускане на масата за формоване, предотвратявайки последваща деформация или лошо рязане.
· Допълнителен вентилатор за охлаждане: Повърхностно принудително охлаждане с въздух за подобряване на ефективността на охлаждане.
3. Рязане и палетизиране (намаляване на времето за престой)
· Производството е непрекъснато без спиране.
· Оптимизирайте параметрите на рязане, за да намалите неравностите и отпадъците и да намалите честотата на смяна на инструмента и почистване.
· Автоматично палетизиране/стифиране: намалява ръчната намеса и подобрява ефективността на производството.

V. Контрол на процеса и разузнаване (стабилизирано ускорение)
· Оптимизиране на температурната крива:
o Варел: ниска температура в секцията за захранване (против образуване на мостове) → постепенно нагряване в секцията за пластифициране → постоянна температура в секцията за хомогенизиране → малко по-висока в главата на матрицата (за поддържане на течливостта).
o Избягвайте модела „нисък отпред, висок отзад“, за да предотвратите недостатъчна пластификация и пикове на натиск.
· Мониторинг на налягането:
Поддържайте налягането на главата на матрицата в разумен диапазон (напр. 10–18 MPa). Ако възникнат значителни колебания в налягането, намалете скоростта или прегледайте състава/формата.
· Интегрирано управление на системата:
PLC управлява всички компоненти, включително хост, захранване, вакуум, сцепление, охлаждане и рязане със старт/стоп с едно докосване и настройка на параметрите в реално време.
· Онлайн проверка:
лазерно измерване на диаметъра, обратна връзка в реално време за дебелина/широчина, автоматична фина настройка на сцепление/температура, намаляване на скрап и престой за корекции.

Резюме
За да се постигне цялостна оптимизация, подобренията трябва да обхванат множество критични области: формула и предварителна обработка на суровините, основна машина за екструдиране и конфигурация на шнек, дизайн на матрицата и системи за оформяне, охлаждане на тягата и процеси надолу по веригата, както и системи за контрол на процеси и интелигентни системи за управление. Първо, оптимизирането на формулата на материала за подобряване на течливостта и термичната стабилност - съчетано с прецизно смесване и предварително пластифициране - установява фундаменталната основа за гладко екструдиране. Второ, надграждането на винтово-цевните възли, като същевременно се гарантира оптимално съвпадение на скоростта и натоварването, служи като основен двигател за повишаване на скоростта. Трето, усъвършенстваният дизайн на матрицата, оптимизирането на канала за потока и подобренията на масата за вакуумно оформяне действат като критични фактори за максимизиране на скоростта на линията. Освен това оптимизирането на процесите надолу по веригата – включващо системи за теглене, охлаждащи линии и автоматизирано рязане/палетизиране – улеснява синхронизирането на цялата линия и минимизира прекъсванията на производството. И накрая, усъвършенстваният контрол на процеса и интелигентните технологии осигуряват стабилно, последователно производство, като по този начин реализират устойчиви подобрения на скоростта, без да се прави компромис с качеството на продукта.
Свързани новини
- Решение за проблеми при производството на WPC екструдер
- Какъв материал може да се използва в машината Yongte WPC?
- Производствената линия за рециклиране на отпадъчен текстил е тествана успешно
- Сравнение WPC на закрито срещу WPC на открито
- Известие за изпитателен прием за проектно оборудване за рециклиране и повторно използване на отпадъчно облекло
- Решение за рециклиране на циментови торби Yongte: Превърнете отпадъците във висококачествени пластмасови стълбове за ограда
Оставете ми съобщение











