

Техническо решение за решаване на небалансирана скорост на екструдиране на линия за екструдиране на пластмасов профил с четири кухини
Техническо решение за решаване на небалансирана скорост на екструдиране на линия за екструдиране на пластмасов профил с четири кухини
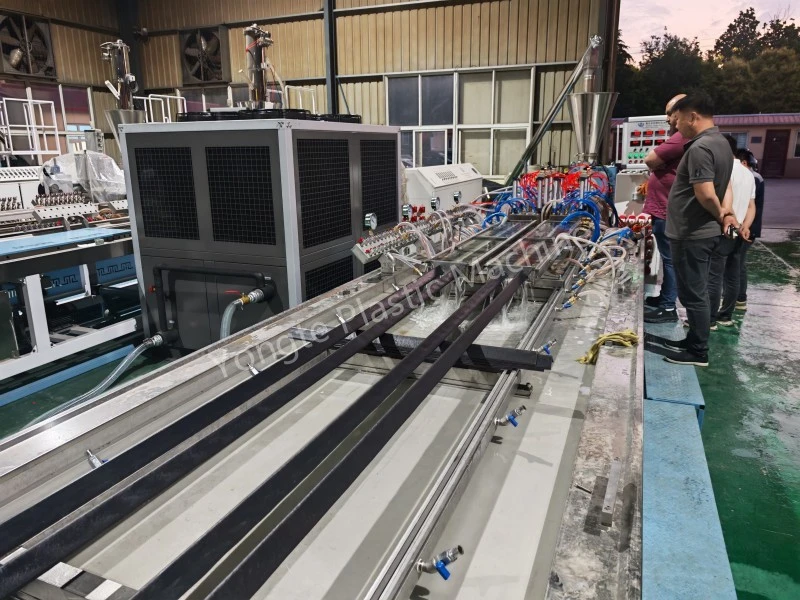
В производствения процес на екструдиране на пластмасови профили с четири кухини, небалансираната скорост на екструдиране между четирите кухини е често срещан технически проблем. Този проблем директно ще причини непоследователна точност на размерите на продукта, неравномерна дебелина на стените, дефектни профили и намален производствен добив, което сериозно ограничава стабилността и ефективността на масовото производство. Въз основа на действителните производствени материали и продуктовите спецификации на клиентите, инженерният екип на Yongte разработи целенасочена професионална оптимизирана матрица и схема за проектиране на поддържаща система за цялостно решаване на проблема с непостоянната работна скорост на профили с четири кухини, реализирайки високопрецизно, стабилно и синхронно производство на линии за екструдиране с четири кухини.
1. Предистория на техническите проблеми
Традиционните интегрирани матрици за екструдиране с четири кухини приемат интегрална структура за отопление и контрол на потока. Засегната от фактори като неравномерно разпределение на потока на стопилката, температурно отклонение на локалните зони на матрицата и грешки при сглобяване на обработката, скоростта на екструдиране на четирите кухини е склонна към непоследователност по време на непрекъснато производство. Отклонението на скоростта между кухините ще доведе до разлики в скоростта на формоване на профили и свиване при охлаждане, което води до дефекти в качеството на партидата, като изкривяване, деформация, размер извън допустимите отклонения и неравномерна плоскост на повърхността на готовите продукти, които не могат да отговорят на изискванията за висок стандарт за производство на пластмасови профили.
2. Професионална оптимизирана схема за проектиране
В комбинация с характеристиките на суровините на клиента, параметрите на продуктовата структура и производствените условия на място, инженерите на Yongte са изпълнили целенасочен персонализиран дизайн за структурата на матрицата, контрол на потока, теглително рязане и спомагателна транспортна система, с подробни технически решения, както следва:
2.1 Двойна структура на корпуса на матрицата с независим контрол на температурата
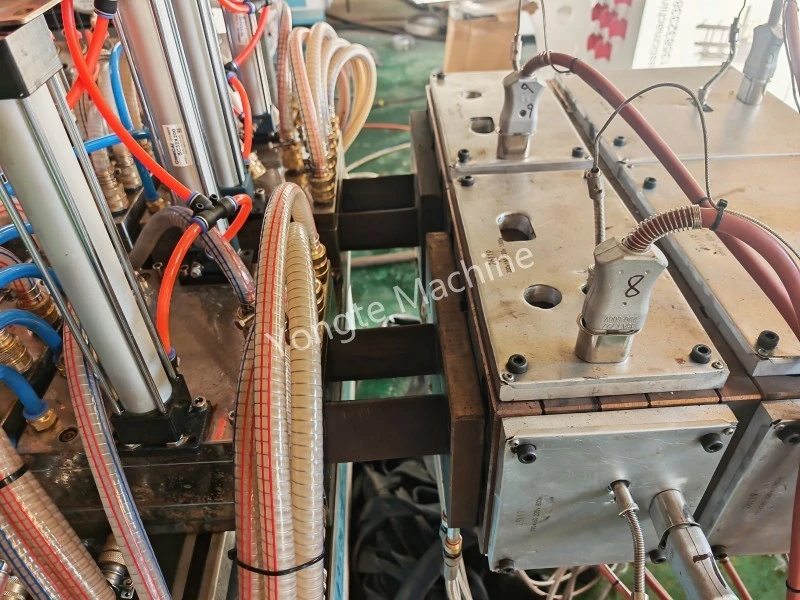
Оригиналното интегрално тяло на матрицата с четири кухини е оптимизирано за aдвойна независима структура на тялото на матрицата, като всяко тяло на матрицата е оборудвано с две екструзионни кухини. Двата комплекта тела на матрицата са напълно независими по отношение на структурния дизайн и системата за контрол на температурата. Всяко тяло на матрицата е конфигурирано с независим нагревателен модул и модул за контрол на температурата, които могат да реализират отделно прецизно регулиране на температурата и постоянен контрол на температурата. Този дизайн ефективно решава проблема с непостоянната течливост на стопилката, причинена от интегрално температурно отклонение на матрицата, стабилизира състоянието на топене на пластмасата на всяка кухина от източника и елиминира основната причина за разликата в скоростта между различните тела на матрицата.

2.2 Независим механизъм за регулиране на потока за единично тяло на матрицата
Всяко независимо тяло на матрицата е оборудвано със специално устройство за гайка за регулиране на потока. За отклонението на скоростта на двете кухини вътре в едно и също единично тяло на матрицата, причинено от малки разлики в потока и грешки при сглобяване, може да се осъществи онлайн фина настройка чрез гайката за регулиране на потока. Чрез прецизно регулиране на захранващия поток на стопилката на една кухина, скоростта на екструзия на двете кухини в едно и също тяло на матрицата може да се поддържа напълно синхронна, като се реализира калибриране на микрониво на скоростта на кухината и се гарантира еднаквост на екструзионния изход и скоростта на формоване на всяка кухина в същата група.
2.3 Двойна независима система за контрол на скоростта на сцепление
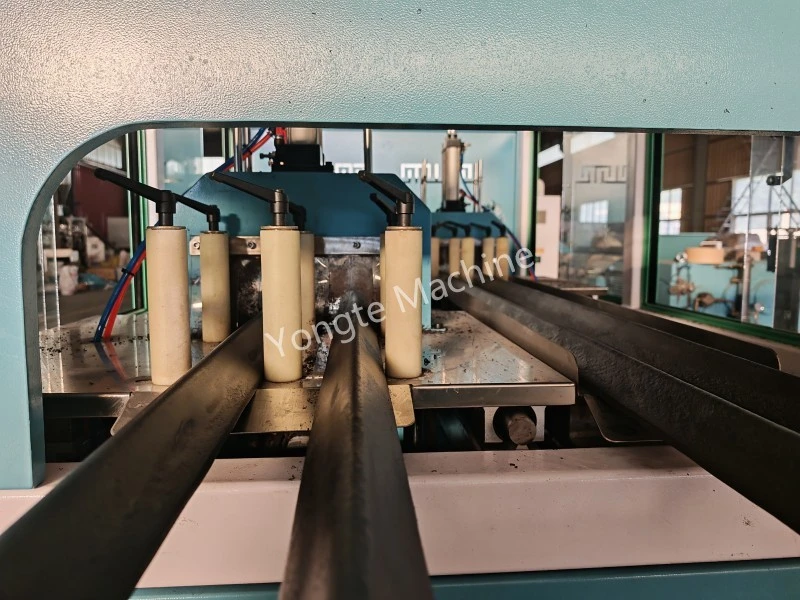
Двойни комплекти от независими системи за сцепление са конфигурирани да съответстват на двойното тяло на матрицата и оформлението на кухината с двойна група. За разлика от традиционния режим на единична тяга, задвижващ четири кухини едновременно, двата комплекта оборудване за тяга работят независимо с отделни програми за контрол на скоростта. Системата може независимо да регулира скоростта на сцепление на двете групи профили с две кухини в съответствие с действителната скорост на екструдиране на двете тела на матрицата, реализирайки динамично съвпадение на скоростта на екструдиране и скоростта на сцепление, избягвайки разтягането на профила, свиването и отклонението на размерите, причинени от асинхронно сцепление, и допълнително осигурявайки общата последователност на скоростта на четирите кухини.

2.4 Независима система за рязане с фиксирана дължина
Съответствайки на структурата за екструдиране и теглене с две групи, два комплекта независими системи за рязане са оборудвани за отделна операция на рязане с фиксирана дължина. Всяка режеща система независимо следи и съгласува скоростта на движение и подаващия ход на съответната група профили. Режимът на независимо управление на рязане елиминира грешката на рязане и несъответствието на дължината, причинени от унифицирано рязане на профили с леки разлики в скоростта, гарантира точността на рязане с фиксирана дължина на всеки профил на кухина и подобрява степента на квалификация на продукта.
2.5 Съответстваща автоматична система за транспортиране и подреждане
Два комплекта независими стелажи за транспортиране и подреждане са конфигурирани, които са точно съчетани с двойните системи за рязане. След завършване на рязане с фиксирана дължина от режещото оборудване, оборудването за транспортиране и подреждане автоматично завършва работата по получаване, транспортиране и подреждане на материала на съответната група профили. Синхронната и независима работа на транспортната система избягва натрупването на материал, екструзията и объркването при транспортиране, причинено от асинхронна скорост на различни профили на кухини, осигурява плавната и непрекъсната работа на цялата производствена линия и реализира автоматизирано и организирано производство.

3. Технически предимства и производствени ефекти
Чрез горния систематичен персонализиран дизайн проблемът с непостоянната скорост на екструдиране с четири кухини при производството на пластмасов профил е напълно решен. Независимият контрол на температурата с двойна матрица + фина настройка на потока от една група + двойна независима система за сцепление и рязане формира цялостна система за калибриране на скоростта и синхронно управление. Схемата има следните значителни предимства: първо, тя реализира контрол на източника на потока и температурата на стопилката и елиминира първоначалната разлика в скоростта на екструдиране; второ, реализира динамично фино регулиране на скоростта в производствения процес, за да осигури дългосрочна синхронна работа на четири кухини; трето, съвпадащата автоматизирана спомагателна система подобрява производствената стабилност и консистенцията на готовите продукти.
След производствена проверка на място, този оптимизиран дизайн ефективно намалява толеранса на размерите и степента на дефекти при формоване на профили с четири кухини, подобрява общата производствена стабилност и производствената ефективност на екструзионната линия и е подходящ за дългосрочно и високообемно стандартизирано производство на различни пластмасови профили.

Свързани новини
- Доставка на производствена линия за пластмасови профили с 4 кухини до Йордания след успешно пускане в експлоатация
- Професионални решения за пожълтяване, ивици и напукване на чупливост на композитни повърхности на врати от дърво и пластмаса
- Машината за екструдиране на рециклиран пластмасов профил с 4 кухини достига висока скорост от 8 метра/минута
- Решение за проблеми при производството на WPC екструдер
- Какъв материал може да се използва в машината Yongte WPC?
- Производствената линия за рециклиране на отпадъчен текстил е тествана успешно
Оставете ми съобщение











